Materiały dostępne w SLS i MJF
W dzisiejszych czasach trudno jest dobrać odpowiedni materiał i metodę druku bez wiedzy o najnowszych osiągnięciach w dziedzinie tej technologii. Zdajemy sobie z tego sprawę, dlatego wraz z naszymi zaufanymi partnerami zapewniamy kompleksową usługę doboru materiałów i technologii druku 3D do Twoich wymagań.
Nie musisz martwić się o dobór optymalnego materiału do swojego prototypu. Zrobimy to za Ciebie! Wystarczy, że załączysz plik z Kartą Techniczną (TDS) materiału, z którego ma być wykonany Twój finalny produkt lub dasz nam znać, jakie warunki środowiskowe ma wytrzymać prototyp. Wybierzemy materiał, który najlepiej spełni Twoje wymagania..
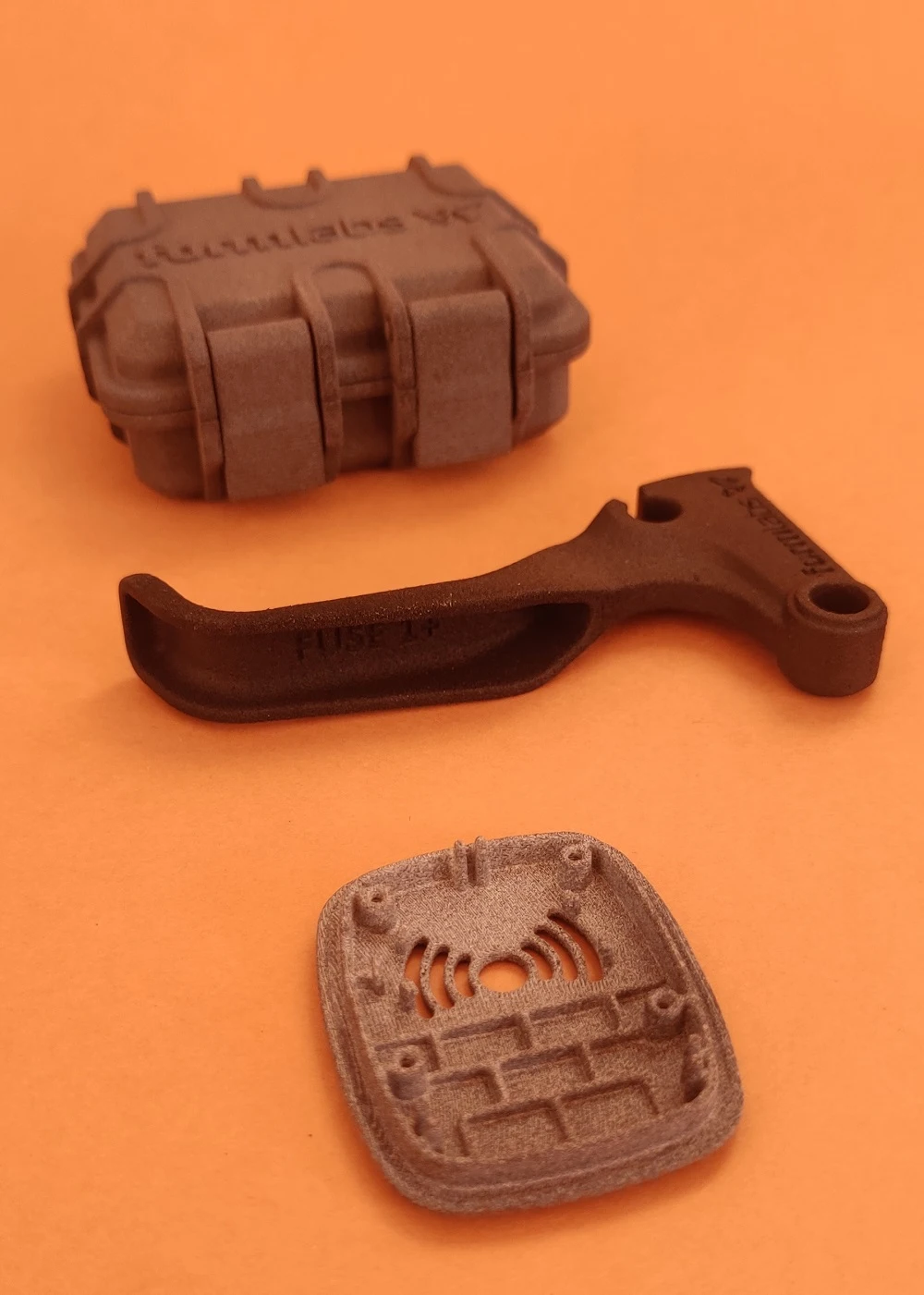
Części wykonane technikami SLS i MJF mogą być wykonane z materiałów sztywnych i elastycznych. Mogą być wykonane z twardych, odpornych na zmęczenie, lekkich materiałów lub wypełnione mieszankami w postaci kulek szklanych lub aluminium dla zwiększenia odporności na temperaturę. Obie metody pozwalają na barwienie detali na dowolny jednolity kolor, natomiast MJF umożliwia dodatkowo bezpośredni druk wielobarwnych elementów.
Nasz druk 3D w technologii SLS i MJF
Selektywne Spiekanie Laserowe (SLS) i Multi Jet Fusion (MJF) to przemysłowe procesy druku 3D, które idealnie nadają się do wytwarzania części do użytku końcowego. Techniki te wykorzystują głównie takie materiały jak poliamid PA (czysty lub z dodatkami zwiększającymi jego wytrzymałość), TPU i polipropylen PP.
W procesie SLS, laser selektywnie spieka cząstki proszku polimerowego, łącząc jego cząstki ze sobą i budując część warstwa po warstwie.
W procesie MJF części wytwarzane są poprzez selektywne rozpylanie środka wiążącego w cienkiej warstwie nieutwardzonego proszku polimerowego, a następnie spiekanie przy użyciu źródła promieniowania podczerwonego.
Dane techniczne
Maksymalne wymiary konstrukcyjne
- Wymiary są nieograniczone, ponieważ komponenty mogą składać się z kilku części, które w razie potrzeby poddajemy klejeniu
- Maksymalne pole robocze wynosi:630 x 330 x 550 mm (u podwykonawcy)
Standardowa dokładność
- ±0,3% (maksymalna dokładność: ±0,3 mm)
Grubość warstwy
- 80 – 120 μm
Minimalna grubość ścianki
- 0,3 mm
Struktura powierzchni
- Niewykończone części mają zazwyczaj ziarnistą powierzchnię. Możliwe jest uzyskanie pożądanych właściwości powierzchni poprzez obróbkę wykańczającą